Whether you are in the initial development phase, need analytical and stability testing, or are still In the Research And Development stage, Our team is always ready to work together to deliver your ideal product.
We support our customers through robust innovations catering to the unique market needs. begining with need gap and product discovery.
RESEARCH
DEVELOP
FORMULATE
SCALE
DELIVER
The history of softgels in the pharmaceutical
and dietary supplement sectors is rich. We
provide high quality soft gelatin products
with a strong track record of developing and
launching complex formulations. When you
work with us, you’ll also learn:
ABILITY TO CUSTOMISE TO REQUIREMENTS
CUSTOMERS COLLABORATE WITH OUR TEAM OF PROFESSIONALS
DEVELOP CONTEMPORARY ENCAPSULATED ITEMS
COMPLETELY CUSTOMISABLE
RESEARCH & DEVELOPMENT
Our highly skilled team of scientists and engineers in the R&D department are responsible for developing new products and improving existing ones.
In order to develop innovative products that enhance patient lives, our team works closely with our clients to keep abreast with the latest in consumer health requirements.
All products are developed in accordance with good manufacturing practices (GMPs) and are subject to rigorous testing before they are released to the market.
As a leading manufacturer of industry,SHPL strives to continuously improve its softgel production process to ensure that the products are of the highest quality.
Analytical Research and Development (AR&D):
AR&D plays an essential role in this process. It analyses the data from laboratory tests and other research to determine the best strategies and practices for our manufacturing.
The quality of the raw materials used, assessing the stability and shelf-life of the finished product, and ensuring that the product is safe and efficacious for use..
As a leading manufacturer of industry,SHPL strives to continuously improve its softgel production process to ensure that the products are of the highest quality.
REGULATORY AFFAIRS
QUALITY CONTROL
Our quality control complies with National and International standards by strict adherence to cGMP, Quality Management System (QMS) and Good Laboratory Practices (GLP).
Work process is driven by a robust quality management system (QMS)
SECURE STORAGE AND COMPLETE DATA INTEGRITY
State of the art analytical instruments with audit trail enabled and networked with FDA 21 CFR part 11
Adopts established pharmacopoeia methods such as USP, BP, IP & others
TEAM OF DEDICATED SKILLED AND EXPERIENCED SUBJECT MATTER EXPERTS.
Testing capability of Routine API & Excipient Analysis.
Intermediate and Finished product analysis
Packing material Analysis, Contaminant Analysis
Microbial analysis (Bio-burden of RM/PM & Finished products, Environmental/Personnel monitoring)
Rupture & Dissolution Analysis
Physical Analysis
Product Stability Evaluation
Photo stability Evaluation
In-house Working standard development
ACCREDITATION
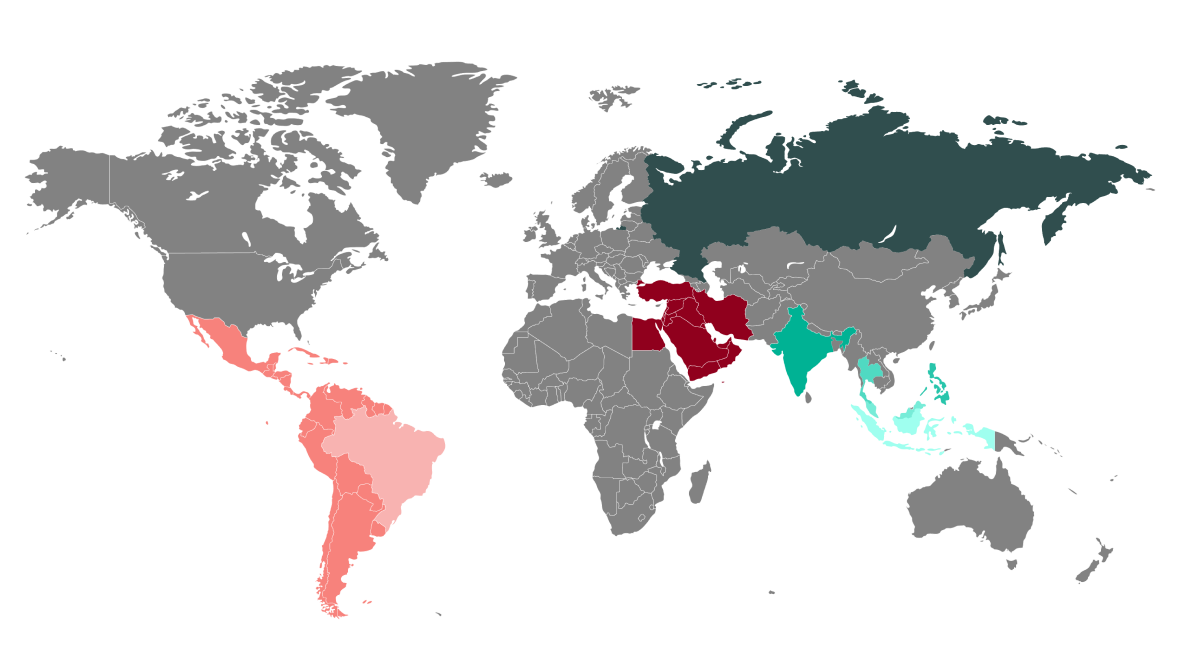
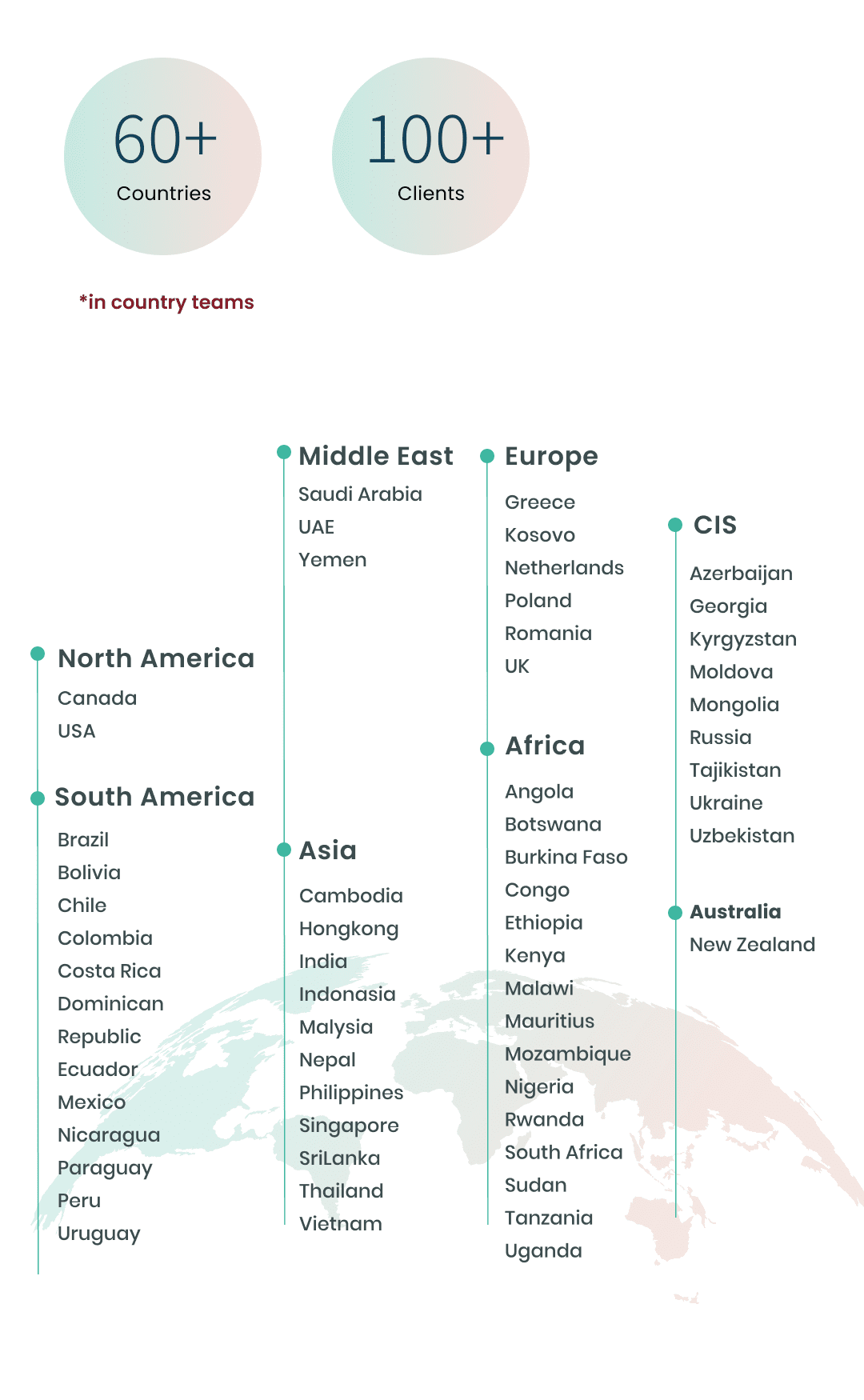
GLOBAL PRESENCE
COUNTRIES
CLIENTS
North America
-
Canada
USA
South America
-
Brazil
Bolivia
Chile
Colombia
Costa Rica
Dominican Republic
Ecuador
Mexico
Nicaragua
Paraguay
Peru
Uruguay
Africa
-
Angola
Botswana
Burkina Faso
Congo
Ethiopia
Kenya
Malawi
Mauritius
Mozambique
Nigeria
Rwanda
South Africa
Sudan
Tanzania
Uganda
Europe
-
Greece
Kosovo
Netherlands
Poland
Romania
UK
Middle East
-
Saudi Arabia
UAE
Yemen
Australia
-
New Zealand
Asia
-
Cambodia
Hongkong
India
Indonasia
Malaysia
Nepal
Philippines
Singapore
SriLanka
Thailand
Vietnam
CIS
-
Azerbaijan
Georgia
Kyrgyzstan
Moldova
Mongolia
Russia
Tajikistan
Ukraine
Uzbekistan
Our location
Lorem ipsum dolor sit amet, consectetur elit. Quisque quis quam ipsum